The 2nd year of the British Horological Institute (BHI) exams includes a practical exam where the candidate must make a Cock and Plate assembly for a carriage clock.
This article will be split over 3 parts. This first part will focus on the preparation prior to getting started and then look at the making of the arbor and the screw. The second part will look at the making of the plate and the final part will look at how I made the cock and the final assembly of the piece.
The exam itself is set over 3 weeks and although the dimensions and the design are always different, the basic principles are the same.
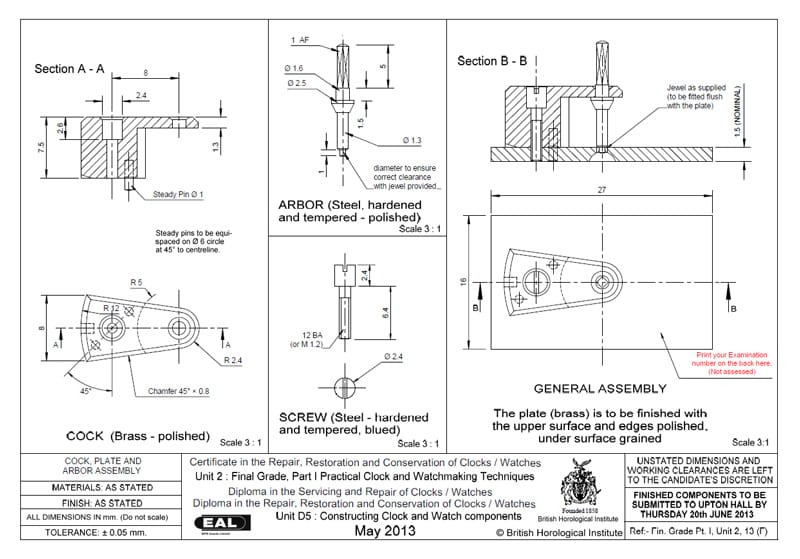
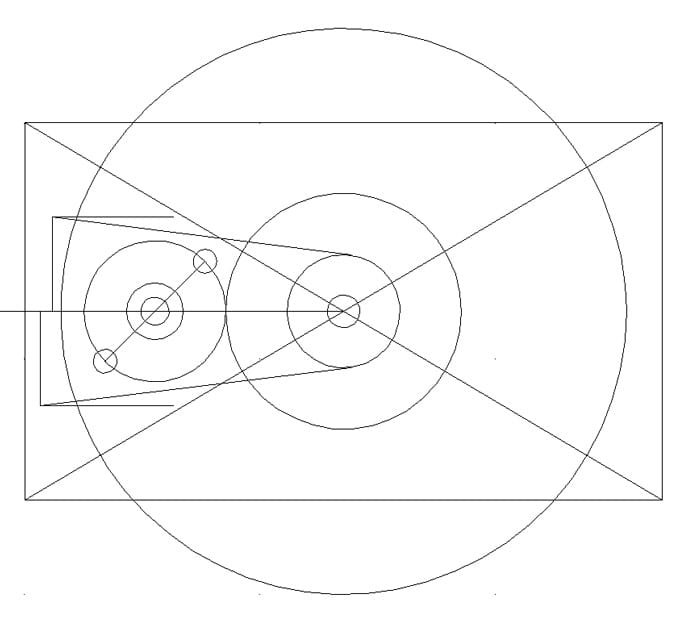
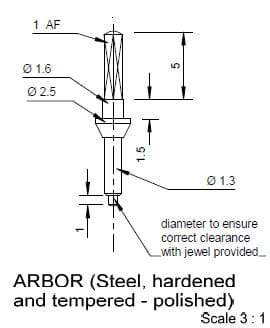
As you can see from the drawing below there are 4 main parts;
The cock
The plate
The arbor
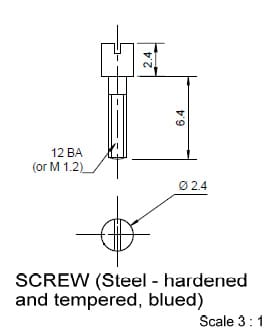
The screw
Of these it’s the cock that is by far and away the most difficult and time-consuming part, primarily due to the number of curves on it and the relatively large amount of material to remove.
This exam was a little different from my previous effort for the 1st year practical exam in that it was undertaken under less than ideal circumstances which meant that in the end I only had 1 week to complete everything rather than the full 3 weeks provided. I also worked completely by myself which was very different to the busy environment I was in the year before; this meant I could concentrate more easily and work longer hours if necessary, but I really missed the opportunity to bounce ideas off people or get opinions on things.
I also made some huge mistakes. Thankfully I realised most of them immediately and as you will see some of them I corrected, but some I didn’t.
It is important to remember that you are a student, and that you are still learning. There’s always the nagging desire to do better and to get everything perfect. In an ideal world, where time is not an issue this may be achievable, but under timed exam conditions it is important to know when to stop working on something. It is very easy to fall in the trap of working on something for a whole day – and the end result is perhaps a 1-2% increase in your result, which is not an efficient use of your limited time.
But in the end I passed.
I genuinely considered quitting at certain points and I think when you are in an environment with no external support an obdurate attitude is essential. In fact in a tightly knit industry like watchmaking, a thick skin is very necessary.
Prior to this exam I had directly experienced incredibly negative comments deliberately aimed to unnerve me and bring into question my ability and confidence. With hindsight it all just seems a bit pathetic, but at the time it was quite difficult to comprehend the unsolicited hostility.
If the past year (2013) taught me anything it’s that the mediocre don’t like the talented and the complacent dislike the ambitious. Mostly because, by example, you expose them for what they are.
Thankfully watchmaking is a meritocracy, which is one of the main appeals of the industry to me.
I digress. The hope to be gained from my experience, if any, is that no matter how bad you think it’s going you should never give up and that you can always surprise yourself. Both those underlined statements are mantras you can live your life to.
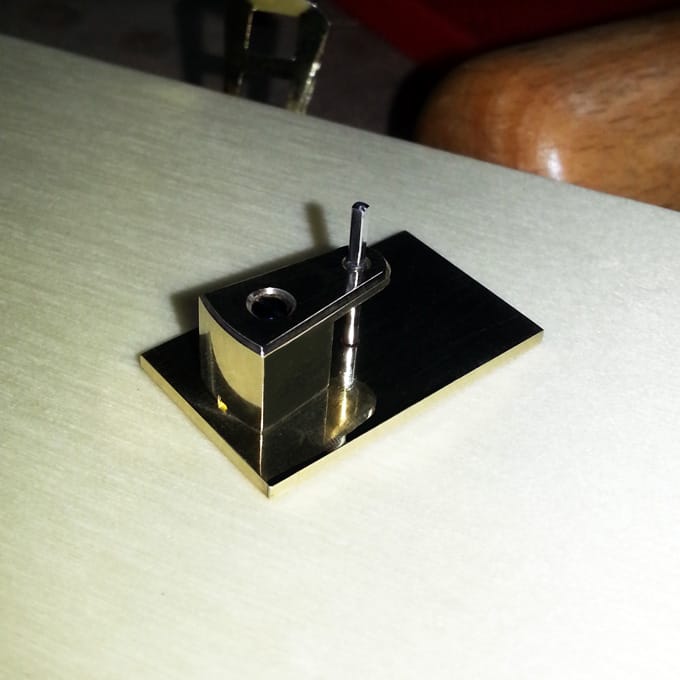
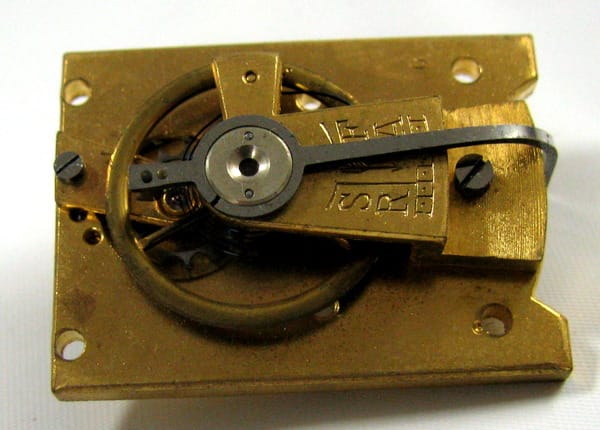
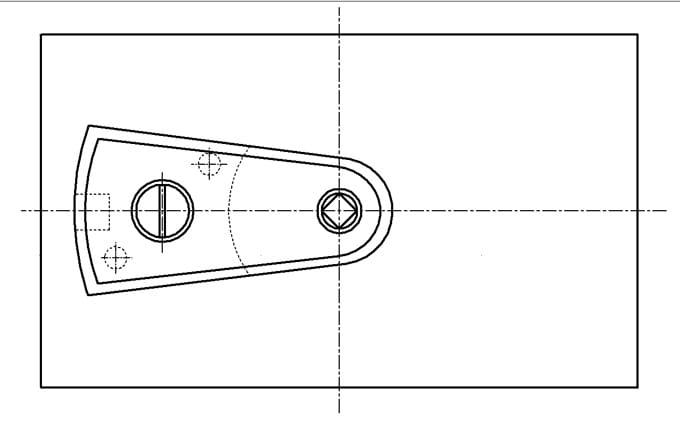
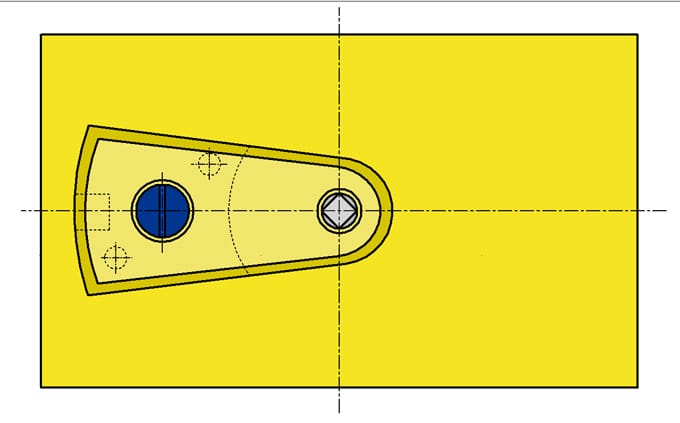
The materials you are provided with so that you can hopefully turn this….
… into this
A lot of people from outside of horology have a difficult time comprehending the small scale on which everything is made to. This piece is, relatively speaking, actually quite big and the tolerance of +/-0.05mm can be considered generous
_____________________________
Preparation
The first thing to do prior to the exam was to buy the necessary equipment. I had accumulated a fair bit already during my studies, but lacked some of the bigger or more specialised items – such as the lathe pictured here
This is the workbench set-up I made at home for the exam
I redrew the technical drawing myself on a CAD programme before I started any work. I did this to familiarise myself with any small quirks I may otherwise miss and also to enable me to print out a scale sized copy that I could compare my work to
I had to dismantle and ultrasonically clean all of my tools and equipment before I could set to work. You can see here that after having used the lathe for a day, there is a build-up of dirt on the lathe head caused mostly by metal filings and dust. If left where it is it can cause a grinding paste which will damage the accuracy of your lathe. At the end of a day’s work I would always dismantle, clean, oil and reassemble the lathe. This provided a good opportunity to wind down after a day of hard concentration, and it also gave me a fresh clean start for the next morning
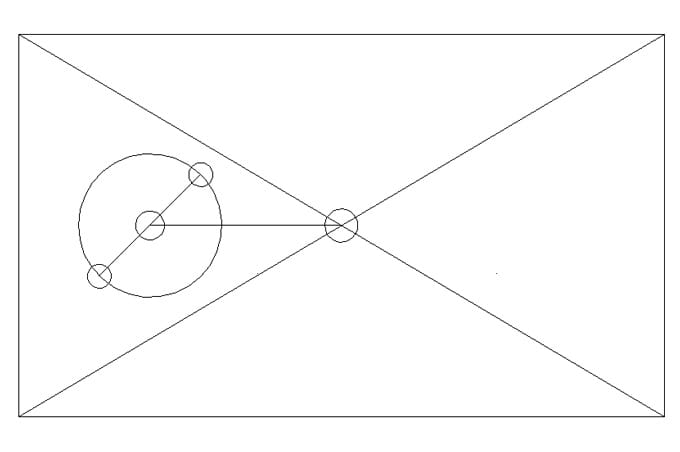
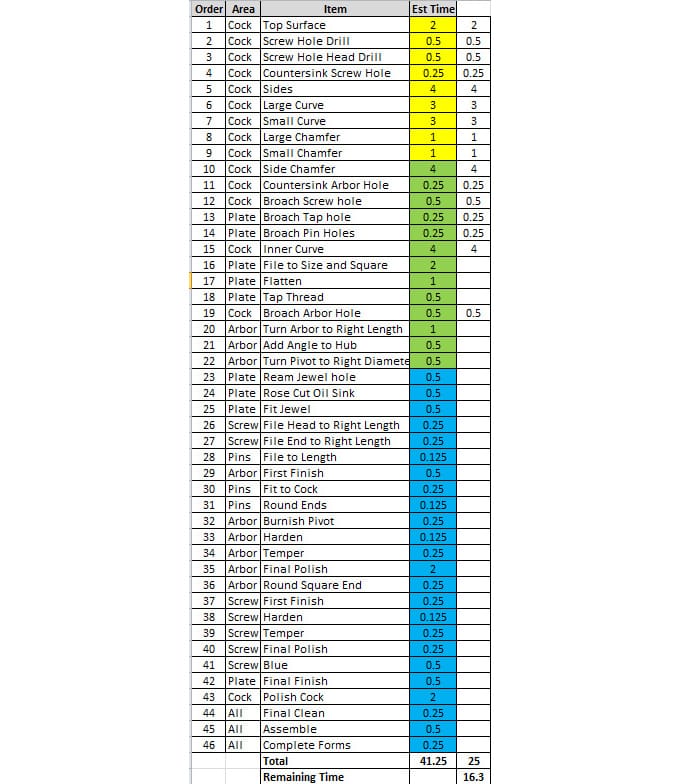
Writing down what you need to do, the order in which you are going to do it and the time each part will take is vitally important to any project. I had a rougher plan set out initially, but for the last three day’s work I set out the plan above. Each colour represents a different day. I aimed to do 15 hours each day for the first two days, and then 10 hours on the final day. In the end I worked around 25 hours on the “final day” which spilled over onto the day I had to submit the work. As with any plan, there were parts that took considerably longer than expected and there were mistakes which I had to correct
_____________________________
Making The Arbor
The basic theory behind turning down the post I’ve discussed before when making a balance staff, a winding stem and filing a square. It took around a day to make the arbor, plus then I spent another half a day polishing, tempering and final polishing it.
The first task is to turn down the entire length of the post to the largest diameter. This is the hub which has a diameter of 2.5mm. I made the post around 2mm too long to allow for any adjustments I may later want to make and then parted it off with a piercing saw
I then turned down the two diameters that would have the squared end. I turned everything by hand using a graver rather than rely on a cross slide
Then I worked on the other side and turned that down
I had purposely not put the chamfer on the hub yet so that I could hold it in the collet there while I filed the squared section. I used a cut 6 file and a rolling rest, ensuring that the safe edge of my file always faced inwards
The finished squared end. This is before I have lapped it, or given any of the other surfaces their final finish; you should always leave a final few microns for finishing
The smallest diameter that was going to have the pivot was next. You can see here that the cylinder next to the square has a slight slope on it and is not flat. Near the shoulder the measurement was fine, but as I’d nicked it slightly near the square that part was very slightly under the allowed tolerance (from my notes it was 1.54mm, so 0.01mm out). I did consider restarting the whole piece because of it – as I knew I could do better. But reasoned that I would leave it as it was and only make a new piece if I had sufficient time at the end. As it turned out I didn’t have time, and so this became the arbor I submitted. From my own measurements this area was the only part in the whole assembly that was outside of the allowed tolerance
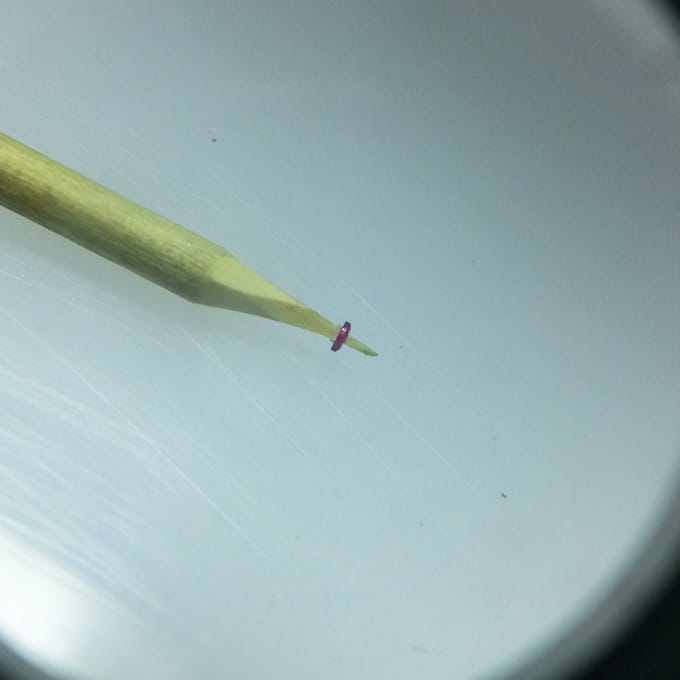
The diameter of the pivot is not given, but rather it just needs to give correct clearance with the jewel. To measure the hole in the jewel I took a sharpened piece of peg wood and pushed the jewel along it. Then after removing the jewel I could measure the width of the mark the jewel’s hole had left on the wood
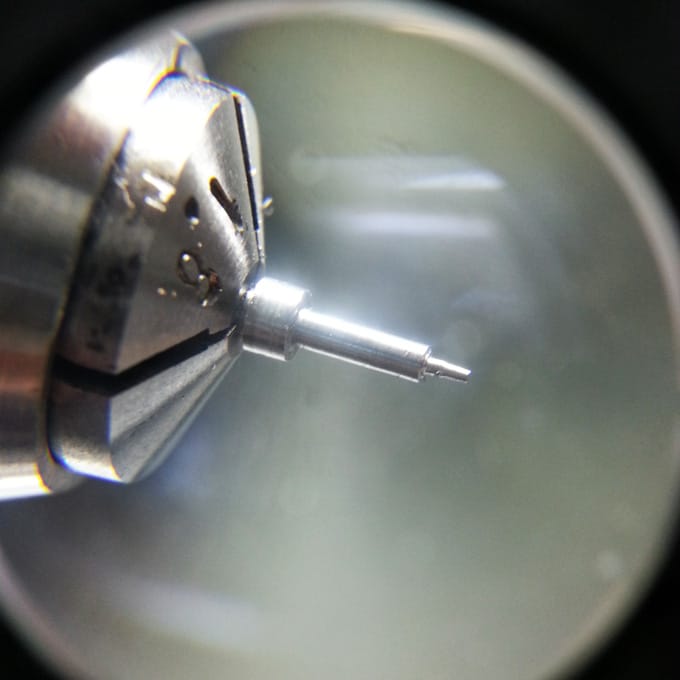
This is about halfway through shaping the pivot. I made it a rough trumpet shape and allowed about 0.05mm for burnishing
I had a Jacot tool set that I had bought specifically for the exam. Unfortunately the pivot size I needed was not one of the sizes my Jacot set had, and so I had to burnish the pivot in a lathe. I ran the lathe at a very slow speed while I burnished it. It was a less than ideal method. I was very worried about over-burnishing the pivot and breaking it (memories of breaking balance staff pivots were very fresh in my mind)and as a result the pivot was left with a very slight taper. But it still fit nicely into the jewel with very little side shake, so I chose to stop working on it rather than run the potential risk of having to start the whole piece again
The finished piece. Once I was happy with all the dimensions, I gave it a first polish, which was to remove any of the larger filing or turning marks. Then I hardened and tempered the arbor and gave it it’s final polish. Steel that is tempered to a blue will give a much more satisfying polish than untempered steel. It also toughens the steel making it more resistant to wear
Overall, I was quite happy with how the arbor had turned out. Some of the surfaces still had some score marks in them from turning, but to remove them completely would compromise the dimensions. As I mentioned before, I knew I could do better, but would making that effort be an efficient use of my time? I didn’t think so and you always run the risk of any 2nd or 3rd attempt actually turning out less successfully than your first try
_____________________________
The Screw
I have explained how to make a screw thread previously. The screw was fairly straightforward and took me between 2-3 hours from start to finish.
For a 1.2mm tap you want the diameter to be around 0.01 under, which as shown here is 1.19mm. This allows the die to comfortably cut through steel without breaking the top off the thread. On a side note, the diameter of the screw head is not provided. However you can work it out as the hole it fits into is 2.4mm wide and so therefore the screw head needs to be slightly smaller than this
To cut the slot in the screw head I clamp the screw in a vice, making sure to protect the head by wrapping it in card (I used an old business card). I then use a slotting file, which is a razor blade shaped file with a serrated edge and gently rub it in the middle, putting more pressure on when I am confident that the mark is in the middle. You can just use a slotting file to make the slot and leave it at that, however the drawing did not show a V shaped slot which is what the slotting file would make. So I used a piercing saw to finish the slot. You have to be careful with a piercing saw to put very little downward pressure when sawing, as the blade will curve giving you a curved slot of you are not careful. I find that when using a piercing saw the finish on the sides and the bottom of the slot are usually pretty satisfactory
The finished slot. I then polished the screw, hardened it, tempered it to a blue and then gave it a final polish. I then had to blue the freshly polished steel for the final effect and so I had to ensure the piece was meticulously clean
To achieve an even blue colour I passed the screw through the open flame of my butane gas torch
I first wanted to heat the screw in brass filings, but I didn’t have a suitable container for it. So I found a piece of wire and made a loop in the end. I then held the screw in this and passed it through the flame for roughly 5-10 seconds – until I could see the screw turning a light straw colour, then I placed the screw on a piece of brass to help cool it down and I allowed the existing heat to bring the screw to the correct blue colour
As you can see the colour is quite even over the surface, including the screw thread. That’s fairly difficult as the thinner parts will always heat up faster than the thicker areas There was a patch of purple on the screw head, which indicated that it had reached 1-3° less than the required 293°, but I reasoned that was good enough. This was my first attempt at this method and I was surprised it went so well
Hi Colin,
I was delighted to read about your exam work. A couple of sweet memories came to my mind 🙂
I see we share identical lathe parts: motor, milling attachment and pulley at least.
Well done so far, can’t wait for your next instalment.
What is the thickness of your cutting blade on the piercing saw ?
Take care,
– Pierre


























Pierre
27 February, 2014 at 2:14 pm
Hi Colin,
I was delighted to read about your exam work. A couple of sweet memories came to my mind 🙂
I see we share identical lathe parts: motor, milling attachment and pulley at least.
Well done so far, can’t wait for your next instalment.
What is the thickness of your cutting blade on the piercing saw ?
Take care,
– Pierre
Colin
4 March, 2014 at 9:37 pm
Thanks for your comment Pierre!
I used a 0.3mm piercing saw blade. They’re Bergeon blades, one of the few reasonably priced items they make.