


(This is the 2nd part of the post on the Practical Piece exam. You can view the 1st part here)
The Collet: Part one – Pre Planning
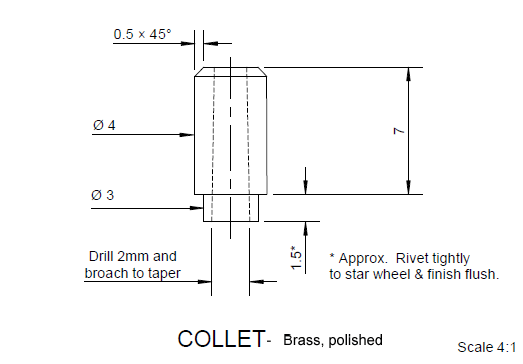
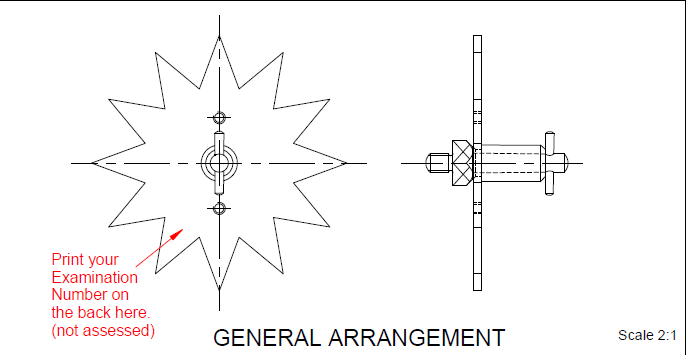
The collet was tiny, just 8.5mm long and 4mm wide. This meant that there wouldn’t be a great amount of material to work with and so, hopefully, it would be quick to make.
It was going to fit into the wheel which was 1mm thick. They had given the measurement of the thin part that would fit through the wheel’s centre hole as 1.5mm. This gave 0.5mm that would protrude from the other side of the wheel, which would be for the riveting.
It also had a hole drilled through the centre, and a chamfered top. The chamfer was small, just 0.5mm, and at a 45 degree angle.
I decided to do all the work on a bench lathe using a graver to turn it.
The first thing I did was drill the hole in the piece. The instructions told you to drill a 2mm hole, and then broach to fit the post. The post didn’t have any dimensions given as to it’s diameter or the angle of the taper.
Erring on the side of caution I drilled the hole at 1.9mm, figuring smaller was better at this stage. I could only finish off the inside taper once the post was finished as they would need to match. It would be much easier to make the post first and then make collet’s hole fit that, rather than have the post’s dimensions dictated by the collet.
The Collet: Part two – Construction
The collet proved quick and easy to make. It took about 20 minutes to turn the piece to the roughly correct length and diameter, and in the end I probably spent 3 hours on it in total.

The Post: Part one – Pre Planning
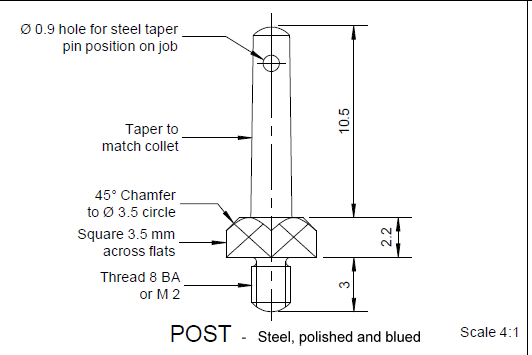
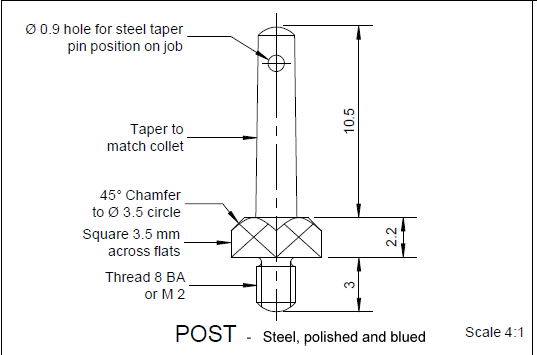
The post has 5 main parts to consider:
- The tapered cylinder
- Hole drilled in the end of the post
- Squared section
- 45 degree chamfer on edge of square
- Threaded end
The Post: Part one – Construction
I started with turning down the column and squaring the end.
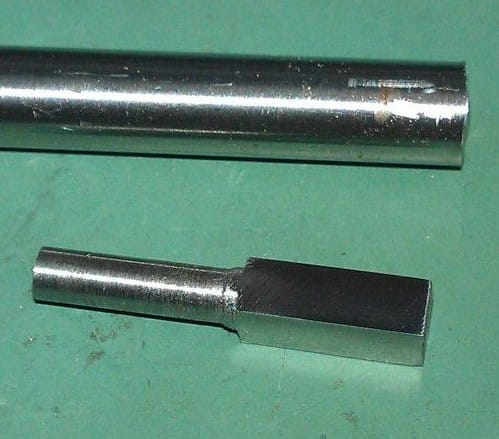
I turned down the end that was going to be threaded, started to put a taper on it, but unfortunately it all went pear shaped when I decided to add the chamfer. I found that because I had already squared the section when I was moving the cutting tool across it to create the chamfer it was chipping rather than smoothly cutting the material away. This left me with a really rough finish, with deep score marks.
If I wanted to remove the score marks then I would be out of tolerance, and so I decided that I would have to scrap the post and start again.
This time I would start with the chamfer before making the squared section. I added an extra-long thread to the end, as I knew from experience that the first part of any thread you have cut is always a bit rough as the die is trying to find its feet. I started the squared section but decided to leave it until last to finish it off. You can see that my turning had improved from before due to the extra practice.

The next part I was going to do was finish the screw thread on the end as I knew that once I’d put the taper on the post then I’d never get it in a collet again. I turned the thread down and rounded off the end. I thought at first the rounded end was a semi-circle, but it wasn’t quite. It was more like a contact lens shape
I created the taper on the column using a cross-slide. Setting it up for 0.5 degrees, which would give me a 1 degree taper in total (as it would take 0.5 degrees off each side of the column). I knew that the total taper was 1 degree as I had measured the broach that I was going to use. I measured it’s width at the top, and at the bottom and it’s length. Then I worked out how long a triangle would have to be to be to include those two widths, and from that used some trigonometry that I could barely remember to work out the angle at the long end – which was 1 degree.
With the taper done I could now start to put the inner taper on the collet. As I hadn’t riveted the wheel to the collet at this point I knew that the collet was longer than it would be once it had been riveted. This meant that the collet would be lower down the column and therefore the taper would be tighter. So I made the collet’s inner taper to be slightly loose.
The next stage was to drill the hole. I had noticed that the hole was at 45 degrees to the squared section, and so now was the best time to drill it, as later the squared part would be too fragile. First things first, I had to mark the right point. I put the completed collet on the column. The wheel was about 1mm thick and the collet was 7mm long. That meant that the very bottom of the hole would have to be at most 8.05mm along the column. The hole was 0.9mm in diameter, and so halve that (for the centre) meant that the hole would have to be at least 8.5mm along the column.
So I setup the post at the right angle in a vice (being careful to protect the piece) and hammered a centre punch into the right spot. I’d placed a piece of wood with a hole drilled in it as a guide, and placed the punch through it to make sure it was kept perpendicular to the piece.
After making a punch in the piece I drilled through it and then later cleaned the hole with a smoothing broach.
That was the post made now. All that needed doing was to polish it up and get it ready for bluing.
To get the best finish on the post the steel should be soft enough to polish and burnish, but hard enough so that it doesn’t mark easily. This just happens to be when the steel is tempered to a blue. So I needed to harden the post, temper it to a blue, give it a final polish and then heat it to a blue again.
So I removed some of the bigger file marks with some fine grade emery paper and then hardened the post. I did this by heating the post to a cherry red colour under a Bunsen burner and then quenching the post in water.
I polish some of the black tarnish that had gone on the post due to the hardening process, and heated it again slowly until the post turned a deep blue colour. This is between 290 and 300 degrees Celsius.
Then I polished the steel with lapping paper. I spent a good 5 hours or so doing this, maybe more. I would check the piece under a microscope, mark with a felt pen where it was polished enough, and then continue to lap away on the areas that I hadn’t marked.
For the thread I used some lapping paste on a piece of string.

It is important that if you want a solid and clean blue effect on the steel then the piece has to be immaculately clean. For this I put it through the normal watch cleaning process. This would remove any dirt or oils.


With the piece clean, it was important that I didn’t handle it at all, as the oil from my skin would ruin the surface. Bluing is an oxidisation process and so once completed it will protect the steel from rust; so it is not just for show.
To blue it I heated the post in some brass filings. This allows the heat to be transfered slowly and evenly. When tempering a piece of steel, nothing much happens for the first 200 degrees. Then it will turn from silver to a light straw colour, from this to a dark straw, and then at around 270 degrees it will being to turn purple. At 290 it will turn blue, and by 300 degrees it will start to go a light blue. From here it will then go a grey colour. Purple is not hot enough and light blue is too hot. We don’t use a thermometer and so it is just done by eye.
The exact temperature you want for a deep rich blue colour is 293 degrees.





It’s very difficult to tellt he exact colour when the piece is in the filings, as the brass colour will reflect off the surface, giving it a more golden hue than it actually is. In the end though, it worked out pretty well, and the colour was even. I think I must’ve got to about 290 degrees, as the piece could have been a bit less purple, but it was probably as good as I was going to get it. This was the last day of the exam, and so I didn’t have much time to argue.

The Taper Pin: Part one – Pre Planning & Construction
We weren’t provided with detailed dimensions for the taper pin. But we knew some details:
- It was made from steel
- It had to fit inside a 0.9mm diameter hole
- It had a slight taper to it
- It should be longer that the width of the collet
- It had rounded edges
- It fit in to the hole so that the same amount protruded from each side
The first thing I did was turn down a piece of steel to 1mm diameter. I reasoned that I could made the taper by making one end 0.95mm and the other end 0.85mm. This should theoretically make the middle of the pin 0.9mm. This would mean that it probably wouldn’t fit exactly half way in as I wanted, but I decided that I could then just polish the pin enough so that it would eventually fit perfectly.
I wasn’t quite sure how to make the pin’s taper. I thought that maybe I could turn in in a lathe, making a spike and then cutting off the end, but I thought that might be a bit fiddly. So I instead cut the 1mm bar I’d made to length and then rolled it on some emery paper, being sure to put more pressure on one side than the other. I found that the piece naturally formed a taper, and I could adjust the angle by putting pressure on different parts of the pin.

Assembly and Final Adjustments
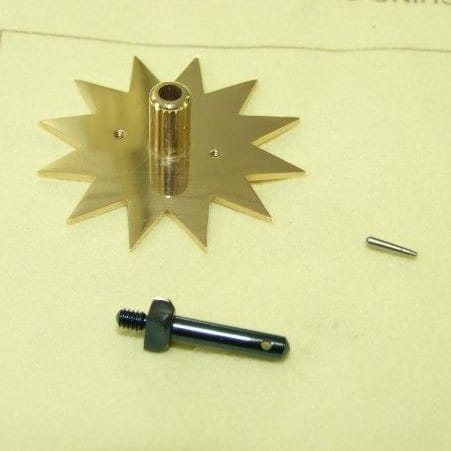
Now with all the parts made I could assemble the piece and get it ready for the final presentation. First thing, was to get the collet and the star wheel riveted together.
First I pushed the collet into the wheel. I had made it so that it was a friction fit

Then I rivetted the collet in. I did this by hammering the overhanging parts of the collet down flat. I had to be quite careful as I didn’t want to hit the star wheel at all, or else I might not be able to polish the marks out. You can see from the photo that I wasn’t quite successful and there were a few stray hammer blows.

Once done you simply file off the excess material, and the two parts blend into one. The rivett was really quite good at first. The trouble came when I decided to be ultra clever and polish the inside of the collet. I used a smoothing borach for this, which is basically a tapered spike, and I was pushing it in and turning the broach. I was worried that if I didn’t do this and the inside was rough then when I put the collet over the blued post it would scratch the blue oxidisation off.
Unfortunately I pushed too hard once, and pushed the rivet out. The star wheel stayed where it was and the collet came out on the end of the broach. Whoops.
I decided not to panic.
I put the collet back in the wheel as best as I could, and then I used a stake with a very large taper and put it over the open hole in the collet. I gave it a few good taps, and by doing so I widened the hole at the end of the collet and made it a friction fit in the wheel again. I carefully polished the area to try and hide my work as best as I could. It wasn’t perfect, and you’ll see from the finished images that you can see where the collet and the wheel join. But I figured that if I polish it any more then I’d just end up pushing the rivet out again.

When I put the pieces together, the taper pin was a bit tight, which meant that the wheel would not turn as freely as it should. I realised that this was because although the hole was in exactly the right place, I had forgotten to take the taper on the taper pin into account, and so the fatter end was rubbing on the top of the collet slightly.
Thankfully it wasn’t much and I was able to file it away the excess material with some emery paper. Afterwards the fit was something I was really pleased with; there was not end or side shake of the wheel on the post, and I could spin it quite freely. I removed the wheel to check that it hadn’t scratched the blued post, and it hadn’t. With that I wrote my exam number on it (I wrote it on the front, as pictured, first, but then realised it should have been on the back and so later put it there).
The piece wasn’t perfect, I feel that I could have done much better, but then you also have to realise that this is an exam and you have a fixed amount of time. You also have to realise that I’d only been doing this for 9 months, and had no previous experience of making anything at all. I think I’d put a shelf up once, but that literally was the extent of my handiwork.


The results came a long wait later in August, and I’d passed.
I got 77%, which I was very pleased with. It was a pass with merit, and I was the only student to get to that level that year. I also managed to win the prize for the best practical piece. I was quite shocked really, as I really thought my piece was pretty good, but nothing special. It was a very welcome boost to my confidence, and it has given me the mindset in the following time that all my work deserves to be of a certain standard.


Antony
19 February, 2013 at 6:38 pm
Beautiful crafstmanship. I thought I was doing quite well with the practicals, but reading all this and studying your photos has made me realise I need to lift my standards a bit. This is a good thing as I have time to improve before the exam. I’ve got between 77% and 91% for the first 7 lessons but this exam piece is much harder than anything attempted so far. Thank so much for taking the time to produce this.
Colin
20 February, 2013 at 10:08 pm
Antony, thanks a lot for your message. I didn’t try any of the practical lessons myself, although we had covered most of the areas in class anyway. The only thing I’d been marked on before the exam was my movement holder I made, and I think I got 54% or something for that, so I wasn’t full of confidence for this exam. I am not a naturally practical person, and my sole experience of handiwork beforehand was that I’d put a shelf up once. The exam piece is tough, but once you break it down into pieces it’s easier that it initially appears. Finishing is the one thing that lets a lot of people down I think, and is one of the harder things to master. I’d recommend spending a lot of time polishing brass and steel and learning what techniques and abrasives work for you. From your marks so far you should do really well!
david pierce
18 April, 2016 at 5:10 pm
Colin,
When you graduate and get a job at a watch company, what does a BHI or WOSTEP graduate actually do? A student is taught to make parts with rudimentary tools and machinery but I cannot see how the companies could show a profit using the machining methods taught in these watch schools. As the companies now refuse to sell parts to repair watches, starting a watch repair business is out of the question. I have watched Youtube videos of modern watch factories and it seems that most of the employees spend hours and hours doing very specialized operations on a particular part. david
Colin
18 April, 2016 at 6:28 pm
Hi David,
You’re right, in that most watchmaking graduates will not use their practical machining skills much throughout their career. There are exceptions, but that is the general rule. It is not much different in that sense from any other degree or doctorate though, as most students will do their most academic work during this period.
I think the theory behind teaching the hand crafting skills is that without the knowledge being given to watchmaking students; then those skills would be lost forever. There are instances also where I will use machining skills for day-to-day tasks, and very ocassionally I will make something to help with a watch repair – but nothing as complicated as a complete balance staff.
If you go down the route of hand making a watch, then, if you can present it well, it can be very lucrative for a watchmaker. So few people can make a watch, and even fewer of those that have that skill also have the motivation. There are people with deep pockets that will pay to have something unique and different; and appreciate the skill involved in watchmaking.
Watch repair as a business is evolving, but it is still very viable. Parts are available within the industry, and although some brands have restrictions, within reason I can still get any part for any watch if I know where to look.
Colin