A winding stem is usually invisible to the average wearer of a watch, and if it is made correctly and doesn’t break, then it will remain that way.
For something that is just 2cm long, it has a surprisingly large number of parts and techniques required to make one accurately by hand. Nowadays, most watch stems are drawn on computers and made by machines, but traditionally they were all hand made. If you have an older watch where there are no spare parts available, then making one yourself may be the only option available.
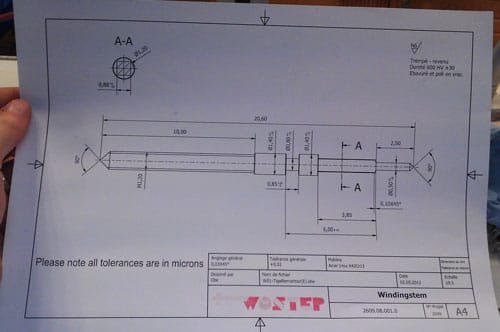
To start with you need a drawing of what you’re trying to make. Included must also be the tolerances that you are working to. On this particular stem most tolerances are -0.01mm, with some general tolerances set at +/-0.02mm. There’s about 14 different measurements you must get within these tight tolerances, and so it’s no easy task, as if you get 13 right and 1 wrong, that could be the difference between the stem working and not working – or at least not working as it should.
We turn the stem by hand, using a pulley and wheel. This allows the watchmaker to control the exact speed and torque of the piece he is turning. It also allows him to stop immediately if the piece snags or tries to ride up on top of his graver. It does mean that you can only use the graver in one hand, which take a little getting used to, but it’s equally as fast to turn as using a motor once you’ve got the hang of it.
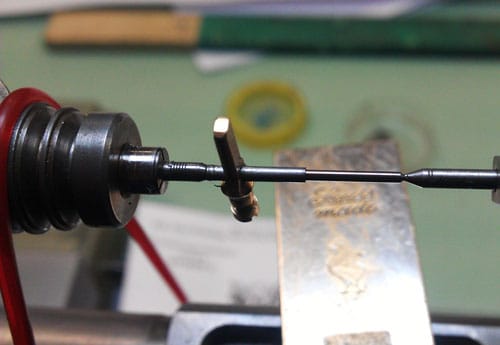
As you can see here I have the blank piece set up between centres on a lathe. Turning the piece in a collet will not guarantee that the piece will be straight, and so using centres is a must if you want to be accurate.
You add a carrier to one end of the piece, which is the the brass device, and then as you turn the handle the pulley will turn, as it does the brass finger will push the carrier and the piece. Turning on a lathe is about 3000 years old, and doing it by hand certainly puts you in that frame of mind. Be sure to remember to grease either end of the piece up when you put it in the female centres.
You can complete the stem in any order you wish. I like to start with the thread. So I turn down one of the sides.
Adding grease to the piece helps to remove swarf and keep the thread in better shape.
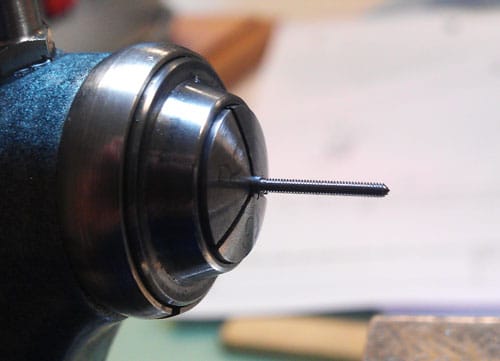
The finished thread.
Then I turned down the other side that has the square and the pivot on it. I am using a 1.6mm diameter bar and I leave the middle part (that will have the slot) alone for the moment. You can see the build up of grease in the thread.
Then I have to turn the pivot part before I can file the square. I also need to make sure the lengths are right at this point. I use a digital DTI (Dial Test Indicator ) along with the staking block I’ve made. 1000ths are not particularly accurate, and usually fluctuate +/-0.005mm. This part needed to be 4.25mm so I was happy with this measurement. With that done I filed the square, marked in the steel the position of the slot (although I don’t fully cut the slot yet) and them I am ready to harden and temper the piece.
You can see how I filed the square in this separate post.
Like everything, there’s a few methods to hardening steel. Probably the most common method is to use binding wire and wrap the piece up. This has it’s dangers though as you can damage the piece when unwrapping it. It also seems to make the oxidisation more stubborn to remove. I use a drilled tube.
You put the stem in the tube and then pack it with carbon dust. The carbon will be added to the steel during the heating process and so will case harden the piece. You have to keep tapping the tube as you add the carbon to make sure it settles down to the bottom.
Then you heat the tube. Done this way you do not directly heat the stem, but let the heat transfer from the tube to the stem.
As the heat is transferring, you have to be patient. The stem will take a while to get to the same temperature as the pipe. You want the pipe to be a lighter red than the normal cherry red to ensure that the stem is heated to the right temperature.
Once hot enough you then quench the whole set-up in water, or in this case brine. As usual when quenching, you will want to move the piece around to ensure an even cooling. The one downfall of using the pipe is that if you are unlucky you can get a bit of water underneath the stem which will immediately boil and then shoot the stem out of the pipe like a cannon.
After hardening, the steel is tarnished.
I need to clean the tarnish off before I temper the piece, so that I can see the colour of the steel change. At this stage I just clean one surface and the thread. The thread is cleaned with a fibre glass brush.
I temper the piece in brass filings to ensure an even heat exchange.
The stem after its been tempered to a blue.
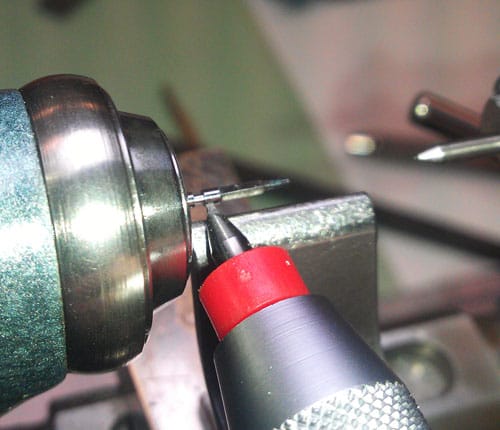
I only want to leave the thread blued, and so I clean the oxidisation off the rest of the piece and then finish off the slot. I use a parting off tool to do this and do it in a collet driven by a motor. This is because this is a dangerous stage, and the piece is easy to snap or bend. By putting it in the collet you can reduce the leverage your graver has on the piece and therefore make it less likely to go wrong. You should support the other end of the stem with your tail stock.
Then it’s just the final polishing and you’re done.
This was my first completed stem. It took me about 7 hours to finish. It can be done in 3-4 hours once you’re fully competent.
6 comments
Peter
20 May, 2013 at 1:29 pm
Hi,
Your website is SO interesting ! Thanks for the pictures, and kudos to you for making such beautiful (and functional) pieces. I’ve read the article about the star wheel exam, nice one.
Just a question: as a hand graver, are you using a broken/grinded carbide drill bit in a bergeon pin vise ? Clever.
Thanks Peter, I really appreciate the encouragement.
The parting off tool I used is a ground down carbide drill bit as you mentioned. For the normal diamond end graver I also used a piece of shaped tungsten held in a pin vice
I tended to use a lot of tungsten when making the winding stem as at the time it was new to me and seemed novel, but now I’ve gone back to High Speed Steel as I just feel that its behaviour is more predictable and it doesn’t chip when it breaks.
I have a similar approach with gravers:
a large 3 mm square HSS for roughing the work, and a small square tungsten carbide (or “métal dur” as they say in Switzerland 😉 ) for fine work/getting a nice shiny surface. Then I don’t have to resharp the carbide very often, or a couple of strokes on the diamond plate, that’s all.
was going to start making a winding stem to replace a snapped off one from a peseus 320 movement in a 1950s hand wound… intended to convert a short length of bicycle spoke, as already threaded, and good steel, but now i have read your post, am rethinking..do not have a small enough lathe…
anyway your post is very instructive reading, thank you..
Hi Henry. I wouldn’t recommend using a bicycle spoke! The thread will probably be the wrong size, the steel is the wrong type (too springy), plus about a thousand other reasons. Don’t worry though you might be able to get one from elsewhere.
Try Northern Watch and Clock Supplies, as they sell a lot of parts for old and obsolete watches, or else try Cousins who are the biggest supplier of watch materials



















Peter
20 May, 2013 at 1:29 pm
Hi,
Your website is SO interesting ! Thanks for the pictures, and kudos to you for making such beautiful (and functional) pieces. I’ve read the article about the star wheel exam, nice one.
Just a question: as a hand graver, are you using a broken/grinded carbide drill bit in a bergeon pin vise ? Clever.
Keep up the good work
Colin
20 May, 2013 at 1:55 pm
Thanks Peter, I really appreciate the encouragement.
The parting off tool I used is a ground down carbide drill bit as you mentioned. For the normal diamond end graver I also used a piece of shaped tungsten held in a pin vice
I tended to use a lot of tungsten when making the winding stem as at the time it was new to me and seemed novel, but now I’ve gone back to High Speed Steel as I just feel that its behaviour is more predictable and it doesn’t chip when it breaks.
Thanks again
Colin
Peter
21 May, 2013 at 12:28 am
Hello again Colin,
I have a similar approach with gravers:
a large 3 mm square HSS for roughing the work, and a small square tungsten carbide (or “métal dur” as they say in Switzerland 😉 ) for fine work/getting a nice shiny surface. Then I don’t have to resharp the carbide very often, or a couple of strokes on the diamond plate, that’s all.
Colin
21 May, 2013 at 8:15 pm
Thanks for the reply Peter. I’ve moved part of your long reply to great-british-watch.co.uk/designing-my-first-watch/, as you gave some really useful advice.
henry
11 March, 2014 at 9:26 pm
was going to start making a winding stem to replace a snapped off one from a peseus 320 movement in a 1950s hand wound… intended to convert a short length of bicycle spoke, as already threaded, and good steel, but now i have read your post, am rethinking..do not have a small enough lathe…
anyway your post is very instructive reading, thank you..
Colin
12 March, 2014 at 3:06 am
Hi Henry. I wouldn’t recommend using a bicycle spoke! The thread will probably be the wrong size, the steel is the wrong type (too springy), plus about a thousand other reasons. Don’t worry though you might be able to get one from elsewhere.
Try Northern Watch and Clock Supplies, as they sell a lot of parts for old and obsolete watches, or else try Cousins who are the biggest supplier of watch materials